
Poboljšanje proizvodnje pumpi u preduzeću ZF Marine pomoću mernog sistema Equator™
Preduzeće ZF Marine iz italijanske Padove, proizvođač pumpi za brodske pogonske sisteme, tražilo je rešenje za bržu kontrolu procesa sa većim kapacitetom merenja.
U sistemu za kontrolu procesa Equator iz Renishawa prepoznali smo merni uređaj koji je sofisticiran, precizan i veoma svestran, a uprkos tome nije zahtevan za upotrebu.
Temeljno smo ga testirali i Equator je danas srce naših merenja u ćeliji 5.
ZF Marine (Italija)

“Shvatili smo da možemo uštedeti vreme, ali za to su nam bili potrebni pravi alati”, objašnjava Gerardo Matterazzo, menadžer za kvalitet u ZF.
”U sistemu za kontrolu procesa Equator iz Renishawa prepoznali smo merni uređaj koji je sofisticiran, precizan i veoma svestran, a uprkos tome nije zahtevan za upotrebu.
Temeljno smo ga testirali i danas je Equator srce naših merenja u ćeliji 5.”
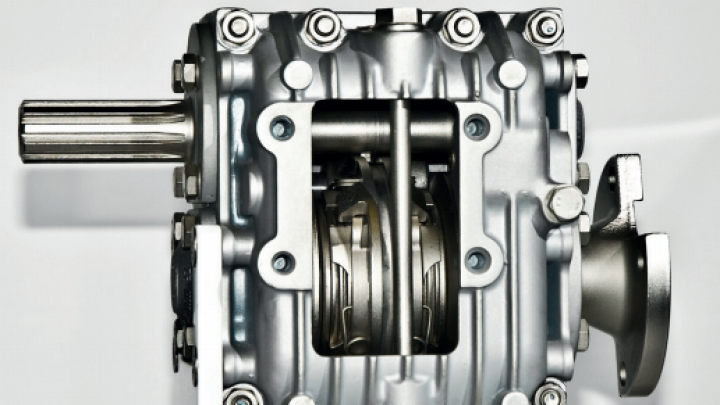
Bilo da se koriste u komercijalne svrhe, razonodu ili za vojne operacije – brodovi već vekovima spadaju u najomiljenija i svestrana transportna sredstva i zato su bezbednost, pouzdanost i efikasnost glavni zahtevi, koje moraju ispuniti pogonski sistemi plovila.
ZF Marine je globalno preduzeće, specijalizovano za projektovanje i razvoj kompletnih pogonskih sistema za sve vrste plovila, a svojim kupcima garantuju visok kvalitet i inovativnost proizvoda.
Kako bi obezbedili proizvodnju visokoefikasnih i tehnički naprednih proizvoda, kakve zahteva tržište, u preduzeću su reorganizovali proizvodnju u efikasne radne ćelije.
U okviru toga je za ćeliju broj 5, namenjenu pumpama, pokrenut projekat za poboljšanje performansi i brzine kontrole kvaliteta.

Poboljšanje efikasnosti proizvodnje
Sa sličnim problemima kao i u ZF sreću se u mnogim proizvodnim preduzećima gde proizvodni procesi moraju biti pod stalnom kontrolom: postoji rizik da će upravo merna soba postati ograničavajući faktor u proizvodnji.
Sa sistemima Equator koji rade neposedno u radionici moguće je izbeći potencijalna uska grla u mernim sobama, otkloniti vreme za transport delova u mernu sobu i skratiti vreme za kontrolu proizvoda.
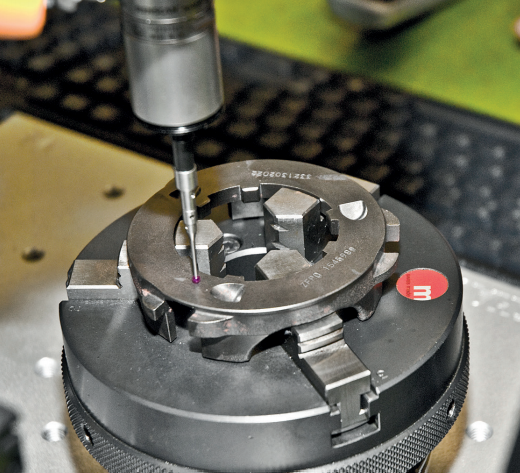
Matterazzo nastavlja: “Razgovarali smo i sa dobavljačima naših mašina alatki i tako saznali za merni sistem Equator, odnosno kako ga nazivamo za „mehaničkog pauka”.
Ispostavilo se da će Equator biti pravo rešenje za naše potrebe. Sa Equatorom možemo veoma precizno kontrolisati proizvodnju i sa samo jednim uređajem meriti sve potrebne profile i dimenzije.
Sve to možemo izvoditi neposredno u proizvodnji, kao i na konstrukcijski veoma različitim delovima.
Tradicionalna merila omogućuju kontrolu pojedinačnih dimenzija, ali nikada nije moguće izmeriti sve sa samo jednim pomagalom.
Equatorova prilagodljivost i podesivost nam omogućuju da u nizu skenova pregledamo svaku karakteristiku.
To važi i za skrivene dimenzije nedostupne za klasična merila. Sistem može meriti i druge važne parametre, na primer koncentričnost i ravnost.”
Ključ je u komparativnim merenjima
Merni sistem Equator nije tradicionalni apsolutni merni uređaj, jer meri po principu poređenja svakog izmerenog dela sa referentnim delom – masterom.
U čemu je velika prednost takvog pristupa kontroli proizvodnje i procesa? U većini slučajeva postoje temperaturne razlike između merne sobe i radionice, koje neminovno utiču na merenje delova iz proizvodnje.
Čak i kada bi tradicionalni merni uređaj preneli u radionicu zbog njegovih svojstava bi trajalo predugo da mu se stanje izjednači sa uslovima okruženja.
Temperatura u radionici se takođe naglo menja, što nije jedini problem. Temperaturna istezanja nisu linearna i menjaju se sa oblikom i veličinom, pa merenja zato nisu pouzdana.
Zbog toga je bolje da tradicionalni merni uređaj ostane u kontrolisanoj sredini merne sobe.
Equatorov merni proces predstavlja evoluciju tradicionalnih mernih principa sa poređenjem između proizvodnih delova i izabranog mastera, koji otklanja razlike zbog temperaturnih oscilacija.
Master dolazi iz samog proizvodnog procesa, od istog je materijala i izrađen istim postupkom kao i proizvodni delovi, a isto tako se uvek čuva u proizvodnom okruženju, gde je izložen istim uslovima kao i proizvodni delovi.
Inovativna, visoko ponovljiva tehnologija mernog sistema Equator sa vitkom, ali robusnom konstrukcijom i paralelnim kinematičkim mehanizmom znači da je merni sistem manje osetljiv na temperaturne uticaje nego merni uređaji i da reaguje slično kao delovi koje poredimo.
“Počinje se sa kalibracijom referentnog mastera na koordinatnoj mernoj mašini u mernoj sobi”, nastavlja menadžer kvaliteta Gerardo Matterazzo.
“Kalibrisani master se prenese u proizvodno okruženje, gde je tokom prilagođavanja okruženju podvrgnut temperaturnom istezanju. Master se zatim izmeri na sistemu Equator za postavljanje procesa u nultu tačku.
Kontrola svih sledećih delova odvija se prema istom programu poređenjem dimenzija merenih delova sa dimenzijama mastera.
Tako možemo prepoznati moguća odstupanja od mastera i uzimajući u obzir rezultate kalibrisanja na KMM, proveravamo koliko se mereni delovi razlikuju od specifikacije u tehničkoj dokumentaciji.”
Ponovno merenje mastera pri promeni uslova
“Uslovi se u proizvodnji neprekidno menjaju, pa smo ustanovili da je optimalni interval između ponovljenih merenja mastera dva sata.
Odstupanja među merenjima su na taj način manja od jednog procenta. Ponovno merenje referentnog mastera traje koliko i merenje proizvodnog dela i tako praktično ne utiče na ukupno vreme procesa”, kaže Matterazzo.
Brzi proces ponovnog merenja mastera omogućuje praktično trenutnu kompenzaciju mogućih temperaturnih uticaja i rezultati su tako uporedivi sa onima, koje je moguće postići u mernoj sobi pri kontrolisanoj temperaturi.
Ukoliko dođe do pomaka procesa iz bilo kog razloga, merni sistem Equator omogućuje stalnu kontrolu procesa i ima ugrađenu metodu za kompenzaciju promenljivih uslova, što ne produžuje vreme proizvodnje.
A to nije sve. Sistem, osim kontrole procesa izrade jednog proizvoda, omogućuje i brzi prelaz na merenje drugog proizvoda ili brzu promenu mernog programa, ako se promeni konstrukcija proizvoda.
Podatke iz mernog sistema Equator moguće je koristiti i za podešavanje odstupanja alata na mašini alatki i sa tim zatvaranje petlje za automatsko vođenje procesa.
Jednostavno upravljanje u radionici
Rad sa mernim sistemom Equator od operatera u radionicama ne zahteva posebnu obuku ili iskustvo iz mernih soba, jer je veoma intuitivan.
Rezultati uporednih merenja prikazani su na različite načine na ekranu Process Monitor i to u obliku grafikona ili numeričkih tablica.
Korisnik može izabrati karakteristike koje ga zanimaju na mernom objektu, a na raspolaganju je i klasični grafikon u boji za prikaz rezultata merenja pojedinih karakteristika u obliku procentnog udela tolerancije.
“Obavili smo kratku obuku za primenu sistema Equator u radionici i sada svi možemo obavljati sve zadatke, od podešavanja nulte tačke sistema sa masterom do interpretacije rezultata merenja”, zadovoljni su radnici u proizvodnji ZF.
Redovne re-kalibracije nisu potrebne, a troškovi održavanja su niži
Matterazzo napominje još jedan važan aspekt: “Popis Equatorovih prednosti sa ovim nije završen. Redovna kalibracija otpada, jer se kod svakog merenja mastera zapravo izvodi ponovna kalibracija.
Tako štedimo na neposrednim troškovima kalibrisanja i na posrednim troškovima zbog prekida rada.
Nikada nije bilo potrebno da zaustavimo rad zbog održavanja, jer nam je na raspolaganju trenutna podrška iz Renishawa: u takvoj strategiji nije reč samo o troškovima, jer ispunjava potrebe stvarne proizvodnje, što je veoma važno.”
Merni sistem Equator u planovima preduzeća ZF Marine čeka važna uloga.
Prvo će ga postaviti u središte ćelije broj 5 i tako iskoristiti sve mogućnosti za povećanje efikasnosti, a zatim će pogledati gde bi ga još mogli primeniti u proizvodnji. Iskoristiće i još jednu uslugu koju nudi Renishaw – naknadnu nadogradnju mernih glava sa okidanjem na dodir na postojeće mašine alatke.
Pozadina
Equatorov mehanizam koristi princip paralelne kinematike, koja mu osigurava visoki stepen ponovljivosti i smanjenje sila inercije i potrošnje energije, u poređenju sa tradicionalnim kartezijanskim konstrukcijama mernih mašina i mašina alatki.
Kartezijanske konstrukcije sa tri međusobno normalne ose X, Y i Z obično su preteške da bi bile dovoljno krute za tačno pozicioniranje.
A masivnost konstrukcije može biti povezana sa sporim odzivom pod opterećenjem i sa mogućim deformacijama konstrukcije.
Masa osa isto tako onemogućuje brzo kretanje, a velike sile inercije zahtevaju više snage za isto ubrzanje i tako predstavljaju praktično ograničenje za brzine kretanja.
Te sile inercije uzrokuju mala savijanja i samim tim odstupanja, koja iako su minimalna, mogu dovesti do greške u merenju.
Na sistemu Equator tri linearne pogonske osovine upregnute su u kardanske zglobove na gornjem delu konstrukcije.
Drugi kraj svake osovine je spojen neposredno sa platformom merne glave, tako da je senzor blizu osa koje ga pomeraju.
Osovine pomeraju motori, a zglobovi brinu da su osovine uvek opterećene samo na istezanje i sabijanje, dakle bez savijanja.
Davači pomaka su ugrađeni na pokretne pogonske osovine, zato se njihov položaj meri na istom mestu gde deluju pogonske sile. Pomoću svih ovih faktora otklonjen je rizik od nedetektovanih pomaka.
Tri linearne osovine, nazvane ose P, Q i R, ugrađene su u nekonvencionalnoj orijentaciji, zato su sve komande za pomake (koje su date sa konvencionalnim koordinatama X, Y i Z) konvertovane pomoću matematičkih algoritama koji se izvode u pozadini.
Za više informacija posetite www.renishaw.com/zfmarine
Ovlašćeni distributer za proizvode Renishaw u Sloveniji, Hrvatskoj, Bosni i Hercegovini, Srbiji, Crnoj Gori i Makedoniji:
RLS d.o.o.
Poslovna cona Žeje pri Komendi, Pod vrbami 2,
SI-1218 Komenda, Slovenija
T +386 1 527 2100
F +386 1 527 2129
E mail@rls.si
www.rls.si
![]()





























































.gif)





