
NX CAM - Produktivnije metode mašinske obrade
Danas napredni CAM sistemi moraju da uključe mogućnosti za produktivnije programiranje metoda mašinske obrade. U sistemu NX CAM pratimo aktuelne trendove u mašinskoj obradi i u ovom članku se bliže upoznajemo sa mogućnostima programiranja putanja koriste i postupke koji su namenjeni za tzv. glodanje sa velikim posmakom. Dalje ćemo se posvetiti metodi trohoidalnog glodanja i na kraju u emo pomenuti metod grube obrade koja se koristi za bušenje tzv. „Plunge Milling“.
U današnje vreme razlikujemo nekoliko osnovnih metoda za uklanjanje materijala i generalno se mogu razlikovati u nekoliko širih kategorija:
• glodanje sa malom dubinom ap i velikim preklapanjem prečnika alata ae
• glodanje sa velikom dubinom ap i malim preklapanjem prečnika alata ae
• obrada uzdužnim kretanjem, tzv. bušenje
Prema tome ako uzmemo u obzir samo produktivnije metode obrade, tako da u prvu grupu svrstamo glodanje sa velikim posmacima koji će dostići vrednost do jednog milimetara po zubu. Druga grupa bi onda uključivala operacije, gde CAM sistem mora da se nosi sa slučajem gde bi se izbegao veliki opisani ugao i posledično preopterećenje alata, na primer u uglovima.
Treća grupa bi uključila alata za mašinsku obradu kada se koristi sa posebnom geometrijom kako bi se omogućio stabilni obrađeni oblik pri željenom maksimalnom pomaku. Raspravimo o zamkama pojedinačnih produktivnijih metoda mašinske obrade.
Milling high shifts „Glodanje sa visokim pomacima“
Kod glodanja sa velikim posmacima počinje se od osnovne pretpostavke da je alat programiran sa malom dubinom reza, ali i velikim preklapanjem. Prilikom kreiranja putanje programer mora uzeti u obzir pojedine parametre mašine, posebno ubrzanje i usporenje kinematskih osa.
Ovaj parametar upadljivo može da pogodi završni kvalitet obrade. Imajmo na umu posebno uticaj lošeg podešavanja oblika putanja. Izbegavajte putanje koje imaju previše kratko rastojanje, ili sadrže mnogo oštrih uglova, koje mašina mora da obradi.
Ako uzmemo kao primer mašinsku obradu legure aluminijuma, alat sa 32 mm u prečniku i 3 zuba sa brzinom rezanja oko 450 m/min i posmakom od 1 mm po zubu na osnovu posmaka sečenja na 13428 mm/min. Ova stopa predstavlja problem ukoliko je nepravilno izabran pravac obrade. Mašina ne uspeva na kratke staze da ubrza do potrebne brzine i obrada nije dovoljno produktivna.
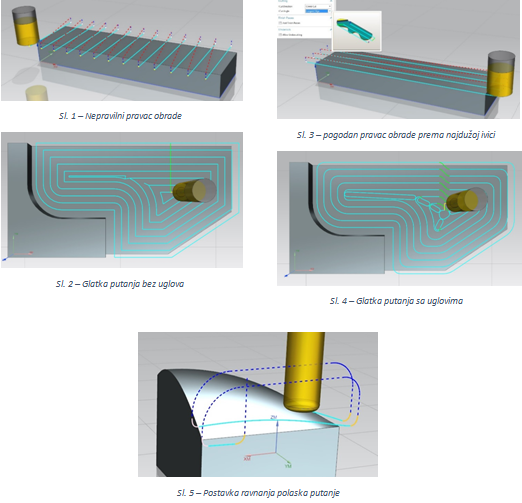
Sistem NX stoga obezbeđuje nekoliko načina za bolje upravljanje putanjama. Bez obzira da li je u stanju da lako namesti smer rezanja upoređivanjem najdužih ivica, vidi sl. 1 i sl.2 ili korišćenjem tzv. poravnanja u toku prolaska na drugu putanju, za poređenje vidi sl. 3 i sl. 4.
Druge mogućnosti za poboljšanje putanja alata, koji je pomera sa visokim pomakom na 3D površini, ukidanjem brzih međuprelaza. Ovo poboljšanje NC putanja je dovelo do smirivanja rada mašine, jer nema naglih usporavanja ili ubrzanja prilikom promene pravca. Međutim, ovo poboljšanje podrazumeva potrebu da se prilagodi post-procesor kako bi se omogućilo procesuiranje ovih zaobljenja putanja. Rezultat možete videti na sl. 5.
Iz opisa mogućnosti za poboljšanje, očigledno da je NX CAM sistem u potpunosti opremljen za upotrebu ovih produktivnijih načina obrade.
Trochoid milling
Ovaj metod mašinske obrade glodanjem je posebno pogodan za prizmatične delove. Tipičan oblik koji može da se obrađuje na ovaj način su različiti džepovi i žlebovi. Moramo razlikovati oblike koji su zatvoreni (neophodno je izabrati pravi oblik gnezda u džepu, većinom sa helikoidnim glodanjem) i oblike koji su otvoreni, dostupni sa otvorene strane.
Ključno podešavanje je pravilan izbor preklapanja ae , a NX prepoznaje to kao „step over“, zatim nominalni prečnik trohoide tzv. „Trochoidal width“ i poslednji korak u podešavanju je određivanje trohoidne putanje tzv. „Trochoidal step ahead“.
Ova tri parametra se obično lako prepoznaju iz kataloga proizvođača i generalno se upravljaju od strane prečnika alata i dubine rezanja ap. Tipičan primer podešavanja je za obradu žljebova trohoidnim glodanjem prikazanim na Sl. 6.
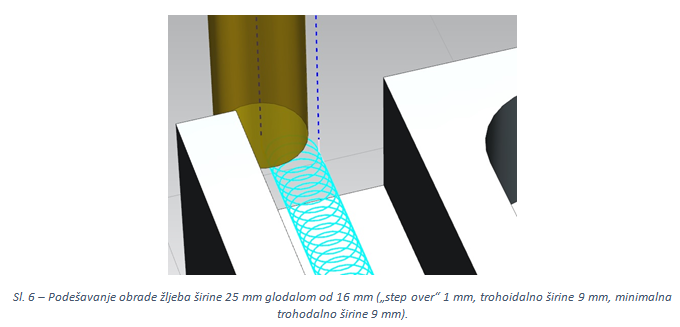
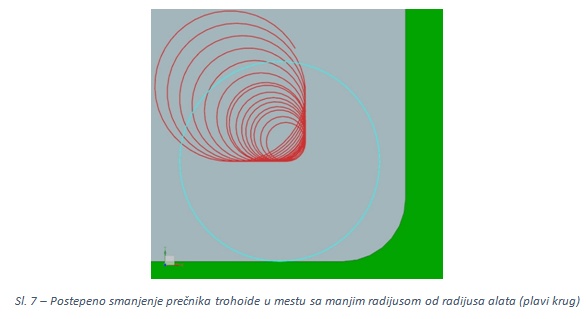
Trohoidno glodanje osim oblika jednostavnog žleba, uključuje mesta gde možemo očekivati potencijalne probleme kao što su mali radijusi, moguće je podesiti dodatne podržane parametre, i tim je minimum „trochoidal width“ , koji je dizajniran da ograniči veličinu kruga opisanog u slučajevima gde želimo izbegavanje mesta pri radu sa višim oblastima alata.
Ovaj parametar nam omogućava osiguravanje svih mesta koja bi izazvala preopterećenje alata u uglu. Ovo postepeno smanjenje trohoidnog kruga do ivice, parametar „trochoidal width“ možete videti na Sl. 7.
Prednost ove vrste obrade, prikazali smo u direktnom odnosu na našem CAM Productivity Workshop 2014, kada je dokazan porast produktivnosti u odnosu na konvencionalne metode za oko 40%. Dostupnost ovog tipa obrade je u svim operacijama u NX-u, svugde gde ima smisla za upotrebu ove vrste obrade.
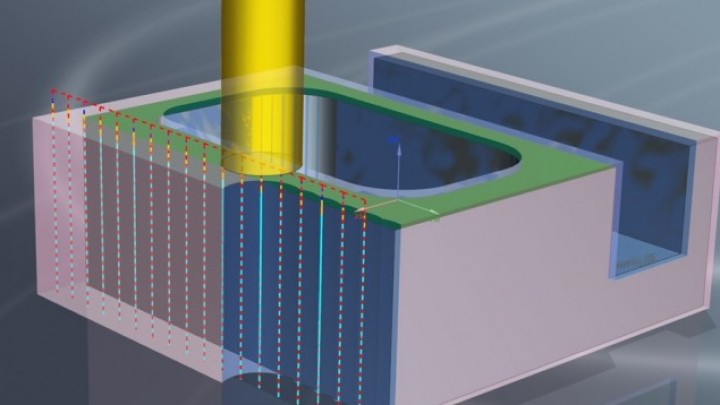
"Plunge milling" – čeona gruba obrada
Poslednji tip produktivnije metode mašinske obrade spomenute u ovom članku je gruba obrada bušenjem. Ovo je veoma efikasan metod gde god je potrebno ukloniti veću količinu materijala. Ovaj metod je znatno produktivniji, naročito u slučajevima gde je materijal za uklanjanje po dubini više puta veći od prečnika alata. Sa „Plung milling“ nije primereno da se ukloni materijal koji ima samo nekoliko milimetara debljine, tu je bolje koristiti, npr. primer glodanje sa visokim posmakom.
Još jedna velika prednost je pravac sile rezanja. Sila rezanja pri ovoj metodi deluje samo u pravcu vretena, ka stolu. Radijalne sile su gotovo zanemarljive. To podrazumeva mogućnost korišćenja funkcije sa velikim odnosom L/D. Postoji problem sa vibracijama koji nastaju pri velikim ispustima. Veoma efikasna metoda u takvim situacijama u kojima je potrebno, na primer proširiti vrh rupe za glavu zavrtnja na zidu, čija visina je prevelika.
Alat će morati da se zaustavi u različitim međusobno povezanim koracima. Još jedna značajna prednost je što u ovoj vrsti obrade nas ne brine koliko materijala je dodano na ovaj zid. Jer čak i ako je materijala više od prečnika alata, ostatak bi samo nestao.
Sistem NX – ovom mašinskom obradom može u potpunosti da upravlja. On sadrži nekoliko osnovnih parametara. Osnovni parametar je korak napred, tzv. „Step Ahead“, koji upravlja korakom između svake pojedinačne rupe. To je takođe važan parametar maksimalne širine reza. Ovaj parametar dizajniran je da kontroliše alat i spreči ga da vibrira, naročito tokom kretanja unazad u uskim mestima.
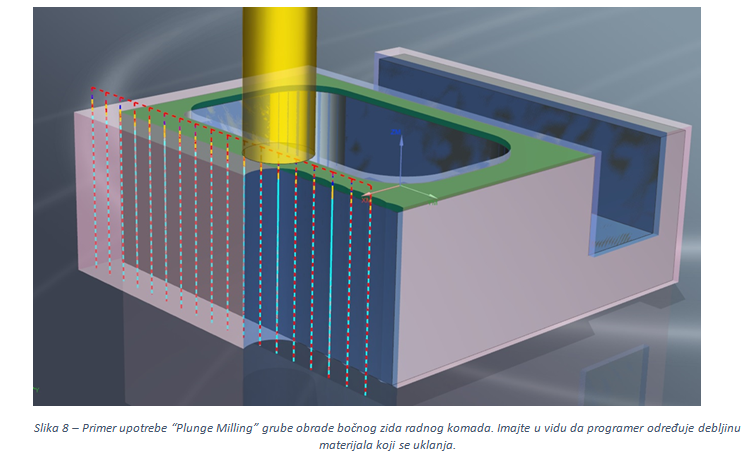
Poslednji važan parametar je tzv. „Step over“, ili korak u stranu, pri čemu reguliše preklapanje putanja u radijalnom pravcu. Funkcija grube obrade očigledno sadrži još uvek mnoge druge parametre koji se mogu podesiti numerički na zahtev od strane programera. Ovi parametri su objašnjeni na jednom od naših treninga, a primer primene ove obrade može se videti na sl. 8.
Kao što se jasno vidi iz članka, NX CAM je u mogućnosti programiranja sa ovim osnovnim produktivnijim metodama mašinske obrade i ima mnogo opcija za upravljanje oblikom putanja sa upotrebom različitih parametara. Druga interesantna stvar je da ako već imate svoj NX CAM sistem i da do sada niste koristili ove metode, ne postoji ništa lakše nego da ih isprobate, jer su u standardnom sistemu licenciranja dostupnom bez potrebe za kupovinu dodatnih modula za visoko brzinsku ili visoko produktivnu mašinsku obradu.
Naravno, ako se testiranjem neke od ovih metoda naiđe na neke nedoumice, tu je naš CAD tim koji je u potpunosti dostupan i može se kontaktirati za savete specifične za operacije podešavanja i korišćenja.
Za CAM tim Jakub Černý
AXIOM TECH d.o.o.
![]()






























































.gif)





